| Autor |
Nachricht |
|
aaron
Administrator

Anmeldedatum: 15.01.2003
Beiträge: 15344
|
 Verfasst am: 21.12.2012, 00:52 • Titel: Extruder/FDM: Stabilität der Bauteile - VIDEOS Verfasst am: 21.12.2012, 00:52 • Titel: Extruder/FDM: Stabilität der Bauteile - VIDEOS |
|
|
Nachdem Mad Max seinen Mendel Prusa hier vorgestellt hat wurde alsbald die Stabilität und RC-Car-Tauglichkeit der auf solche Weise produzierten Bauteile in Frage gestellt.
Die ersten Praxisversuche an einigen Prototypenteilen sind nun vollzogen und gefilmt worden. Zum Anschauen benötigt ihr Quicktime, bzw. Quicktime Lite.
Zunächst, weil auch einmal gewünscht, ein kurzes Video, wie so ein DIY 3D Drucker arbeitet:
Work in Progress.mov (Rechtsklick, Speichern Unter)
Die in den folgenden Videos gezeigten Teile weisen eine maximale Materialstärke von 4mm auf. Sie wurden aus einer handelsüblichen Rasentrimmerschnur (Nylon) gefertigt.
Belastungstest 1 (Rechtsklick, Speichern Unter)
Die dünne Verbindung zwischen beiden Teilen ist erwartungsgemäß flexibel, hält dabei Torsion und Biegemoment wiederholbar scheinbar ohne größere Materialermüdung stand.
Nylon ist schwierig zu verarbeiten, die Temperaturen müssen sehr genau eingestellt sein. Werden die Teile zu kühl gedruckt, haften die einzelnen Schichten nicht gut aneinander, und es käme bei Belastungen wie im Video zu Delamination. Delamination bedeutet, die einzelnen Schichten lösen sich voneinander und der Bauteil ist zerstört.
Belastungstest 2 (Rechtsklick, Speichern Unter)
Unter kräftiger Zugbelastung reißt der Spritzling mit einer Querschnittsfläche von 2,5mm² (2,5x1mm) schließlich ab. Weiter geht's mit den Einzelteilen.
Belastungstest 3 (Rechtsklick, Speichern Unter)
Der 4mm starke Bauteil wirkt hier sehr flexibel - aber was man mit einer Rohrzange anpackt, wirkt bald einmal flexibel. Der Bauteil übersteht sämtliche Torsionsspannungen ohne Delaminationserscheinungen und kehrt in seine Ausgangsform zurück.
Belastungstest 4 (Rechtsklick, Speichern Unter)
Weil alles nichts hilft und vielleicht auch ein paar Amis über die Videos stolpern, geht's schließlich mit dem Hammer auf den Bauteil los, den das bis auf ein paar Schrammen eher kalt lässt.
Die Videos stammen allesamt von Mad Max. Ich würd' sagen, er hat damit die Lizenz zum RPM-Teile drucken.  Sie dürften jedenfalls einem RC-Car "gerechten" Praxiseinsatz gewachsen sein. Auch an der hoch belasteten Aufhängung, wenn man etwas crashfestes verbauen möchte. Sie dürften jedenfalls einem RC-Car "gerechten" Praxiseinsatz gewachsen sein. Auch an der hoch belasteten Aufhängung, wenn man etwas crashfestes verbauen möchte.
Wen das Thema SLS vs. FDM interessiert: Die Festigkeit der hier gezeigten Bauteile liegt über jenen, die im Lasersinterverfahren von Shapeways gefertigt werden, wie ich es an dieser Stelle beschrieben habe.
Besonders steife, weil faserverstärkte Kunststoffteile lassen sich auf diese Weise (noch) nicht herstellen.
Obwohl die Teile erfreulich robust sind, gibt es aber auch noch ein paar Hürden: Der Drucker produziert derzeit noch systematische Abweichungen bis zu 0,5mm und muss kalibriert werden. Außerdem neigen größere Teile aufgrund des Temperaturgradienten zwischen Heizbett und Extruderdüse zum Verziehen, was z.B. bei Querlenkern ein relevantes Problem ist.
Hier ist noch nicht ganz klar, ob dieses Problem bereits im Druck irgendwie gelöst werden könnte, oder erst hinterher (z.B. durch Kochen und auf einer ebenen Platte langsam abkühlen lassen)
Die Oberflächenqualität kann durch Feintuning der Parameter (Füllgrad, Druckgeschwindigkeit) oder einer kleineren Extruderdüse (derzeit 0,5mm) noch verbessert werden.
_________________
CULTiges:
OC Usermap - tragt euch auf unserer Landkarte ein!
The Ultimate STUGGY
Mehr Extras für deine Homepage!
Zuletzt bearbeitet von aaron am 21.12.2012, 09:15, insgesamt einmal bearbeitet |
|
| Nach oben |
|
 |
KlausM
Hop-Up Held

Anmeldedatum: 04.11.2012
Beiträge: 122
Wohnort: in der Nähe von EDDS
|
| Verfasst am: 21.12.2012, 08:20 • Titel: |
|
|
Sehr interessant.
Dein 3.und 4. Video ist Dasselbe !
_________________
Viele Grüße
Klaus
"Wer nicht mit der Zeit geht, geht mit der Zeit !" |
|
| Nach oben |
|
|
aaron
Administrator
Anmeldedatum: 15.01.2003
Beiträge: 15344
|
|
| Nach oben |
|
|
mad max
Globaler Moderator

Anmeldedatum: 12.02.2003
Beiträge: 884
|
| Verfasst am: 22.12.2012, 10:53 • Titel: |
|
|
| aaron hat Folgendes geschrieben: |
Werden die Teile zu kühl gedruckt, haften die einzelnen Schichten nicht gut aneinander, und es käme bei Belastungen wie im Video zu Delamination.
Delamination bedeutet, die einzelnen Schichten lösen sich voneinander und der Bauteil ist zerstört. |
Davon möchte ich gerne noch ein Foto herzeigen:
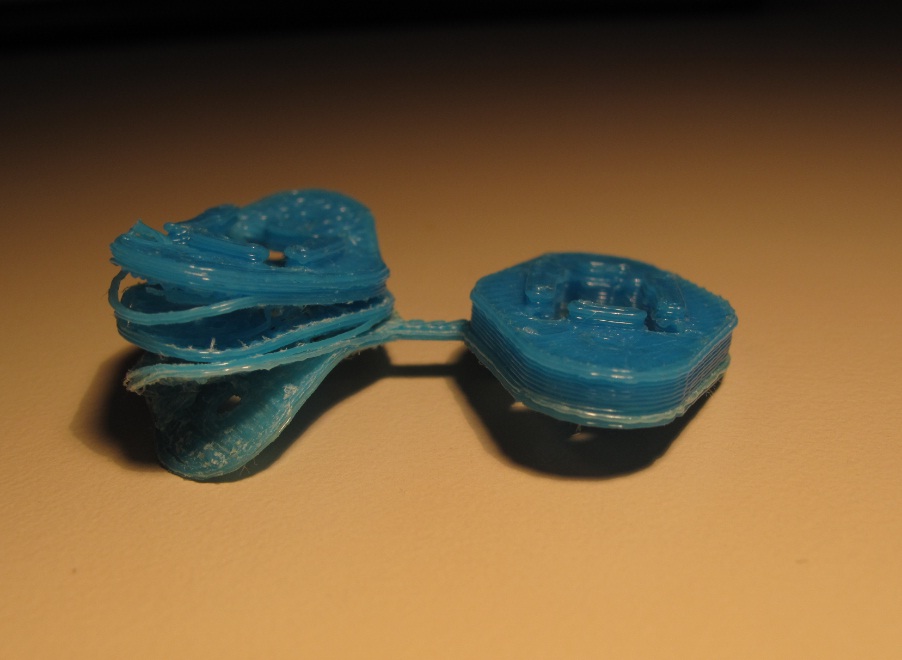
Ist jetzt aber zum Glück kein Thema mehr. 
_________________
If my calculations are correct, when this baby hits eighty-eight miles per hour, you're gonna see some serious shit. Doc Brown |
|
| Nach oben |
|
|
Schlabambascher
Offroad-Guru


Anmeldedatum: 18.05.2012
Beiträge: 547
Wohnort: Weiz/Steiermark/Austria
|
|
| Nach oben |
|
|
FlyingGekko
Globaler Moderator

Anmeldedatum: 01.06.2003
Beiträge: 4521
Wohnort: Linz/ Urfahr
|
| Verfasst am: 08.01.2013, 00:40 • Titel: |
|
|
| Zugversuche bei Kunststoffen sind aber nur schwer zu realisieren. |
|
| Nach oben |
|
|
|